机械零件在服役期间会受到不同工况条件下的表面磨损与腐蚀,对表面受损零部件进行再修复进而再使用是再制造领域一项非常重要的创造性工作。随着各行业对电力的需求日益剧增,风机等产品不断高速化、大型化,风机叶片等零部件工作的条件日趋恶劣,表面磨损、腐蚀引起失效,缩短了使用寿命。本项目以失效后的风机叶片等关键零部件为研究对象,以喷涂和激光熔覆两种技术为主要修复和强化手段,前期开发并完善了等离子和超音速喷涂WC-12Co涂层工艺,着眼于改善涂层和基体材料的结合强度,降低涂层孔隙率,提高了风机叶片等零部件的耐冲蚀性能;其后针对再制造尺寸大、服役工况更为恶劣的转动部件,本项目将重点放在了激光熔覆材料工艺和熔覆层合金性能研究,开发研制了工艺适用性强、熔覆性能好、止裂能力高的铁基、镍基和钴基合金粉末以及与之相适应的工艺方案,对不同工况环境下失效的风机叶片等关键零部件进行再制造修复及性能升级,并对叶片加工应力、应力分布及其对转子件结构安全进行分析研究,对再制造零部件的服役行为和寿命做出预测和预判,在降低再制造工艺成本的同时大幅提高了修复层的断裂韧性和冲蚀抗力,有效保障了再制造零件的服役稳定性,解决了大型重大成套设备连续可靠运行所必须解决的转动部件快速抢修的难题。
本项目主要创新点如下:
1).开发了适用于修复及强化风机叶片、叶轮和主轴等转子类关键零部件的铁基、镍基和钴基三类合金粉末。
2).开发了适用于三类合金粉末的表面激光熔覆工艺以及等离子和超音速喷涂WC-12Co涂层工艺,不仅有效快捷地修复了风机叶片、叶轮和主轴等零部件,而且使其磨损性能、腐蚀性能及疲劳性能得到大幅提高。
3).建立了激光熔覆修复技术企业规范,主要从两方面进行:一是修复前后试验检验规范;二是透平机械产品激光熔覆修复技术规范。
项目成果已成功应用于陕西、山西、河北、天津、山东、黑龙江、新疆、福建、广东、云南等省份的冶金、钢铁、电力、石化及制药等各个领域,对天津铁厂、马钢、中石油等近百家单位的动力设备机组的叶片、叶轮、主轴等关键零部件失效后的表面进行再修复。应用本项目研制的合金粉末及优化的激光熔覆工艺修复方法使上述零部件的耐腐蚀和抗冲刷性能明显高于本体材料,不仅极大节省了原材料成本及购置更换新部件的费用和时间,而且超标准地满足了实际工况条件对材料表面耐腐蚀、抗冲刷的服役性能要求。
截止2017年1月,仅本项目近四年应用,就为西安陕鼓动力股份有限公司的透平产品再制造带来了累计新增销售额7067.37万元、新增利润2242.59万元的直接经济效益(见应用证明),并产生了良好的社会效益。间接地,为陕鼓用户,尤其是TRT用户,利用此成果进行风机关键零部件再制造,其修复周期较新制件生产周期大幅缩短,产生了显著的间接经济效益(见应用证明),仅收集的各间接应用单位的新增利润就达到了5690.58万元。
本项目主要通过西安文理学院、西安陕鼓动力股份有限公司以及西安交通大学联合研发,以透平压缩机、能量回收透平、工业汽轮机等重大成套设备为应用产品目标,为叶片、主轴、轮盘、盖盘等零部件再制造过程中的关键、共性技术问题提供了理论研究与技术开发平台,已授权专利4项,发表论文13篇,2015年获“西安市科学技术奖”一等奖。
风机典型零部件失效照片:
叶片类修复前后对比(用户:莱钢,2013年)

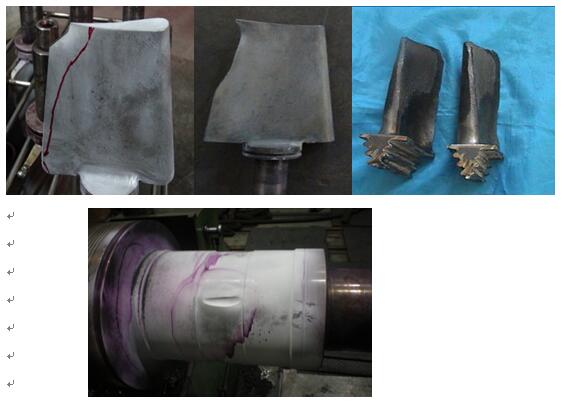
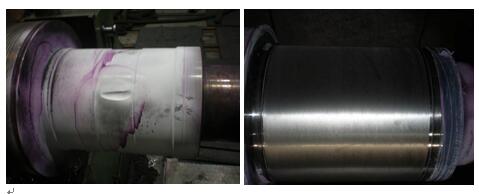
轴类部件修复前后对比(用户:福建鑫航,2013年)
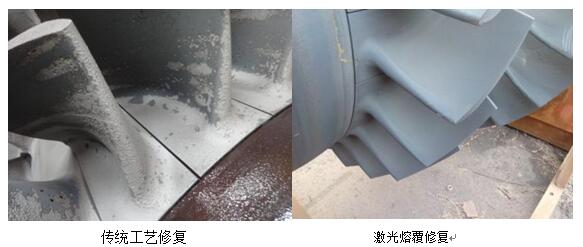
同一用户同机组不同修复工艺运行1年后现场效果对比照片(用户:上海宝钢,2012-2013年):
成果应用证明:(2013年)
成果应用证明:(2014年)